薄板鋁件的數控銑削加工工藝
發布日期:2019-09-05 00:00 來源:http://www.nicoledumond.com 點擊:
薄板鋁件結構簡單,但因零件材料是鋁合金,且腔底和腔壁都較薄,在加工中最大的問題是如何防止工件腔底板和腔壁變形。特別是腔底板的變形最大,中間拱起不平,且底板的厚薄不均,底板中間由于拱起而被銑削過多,加工結果底板中間厚度最薄,與周邊差異大。基于此,在加工實踐中,必須要結合薄板鋁件的特點,科學制定加工工藝,從而保證鋁件產品加工質量達到標準要求。
一、數控加工零件工藝性分析
零件圖上尺寸標注方法應適應數控加工的特點,在數控加工零件圖上,應以同一基準引注尺寸或直接給出坐標尺寸。這種標注方法既便于編程,也便于尺寸之間的相互協調。由于數控加工精度和重復定位精度都很高,不會因產生較大的積累誤差而破壞使用特性,因此可將局部的分散標注法改為同一基準引注尺寸,或直接給出坐標尺寸的標注法。另外,構成零件輪廓的幾何元素的條件應充分,避免編程時無法下手。
零件的內腔和外形最好采用統一的幾何類型和尺寸,這樣可以減少刀具規格和換刀次數,使編程方便,生產效益提高。內槽圓角的大小決定著刀具直徑的大小,因而內槽圓角半徑不應過小。零件工藝性的好壞與被加工輪廓的高低、轉接圓弧半徑的大小等有關。零件銑削底平面時,槽底圓角半徑r不應過大,應采用統一的基準定位。在數控加工中,為保證兩次裝夾加工后其相對位置的準確性,應采用統一的基準定位。此外,還應分析零件所要求的加工精度、尺寸公差等是否可以得到保證、有無引起矛盾的多余尺寸或影響工序安排的封閉尺寸等。
二、確定加工方法與加工方案
加工方法的選擇原則,是保證加工表面的加工精度和表面粗糙度的要求。由于獲得同一級精度及表面粗糙度的加工方法一般有許多,因而在實際選擇時,要結合零件的形狀、尺寸大小和熱處理要求等全面考慮。例如,薄壁鋁件很容易變形,因此在加工時要考慮采用普通加工與
數控加工相結合的方法來優化組合加工工序,降低零件的制造周期,提高零件的加工效率。零件基本采用粗車(精車)外形→打孔攻絲(包括做兩個工藝銷孔)→粗精加工槽的加工方法完成其加工制造。零件上比較精密表面的加工,常常是通過粗加工、半精加工和精加工逐步達到的。對這些表面僅根據質量要求選擇相應的最終加工方法是不夠的,還應正確地確定從毛坯到最終成形的加工方案。確定加工方案時,首先應根據主要表面的精度和表面粗糙度的要求,初步確定為達到這些要求所需要的加工方法。例如,精度要求較高的空間弧形曲面在經過粗加工、半精加工后,還必須使用球頭銑刀進行45°或135°小間距(一般精度要求高的大概在0.1~0.2m m之間)爬面加工。
三、薄板鋁件的數控銑削加工工藝分析
(一)熱處理
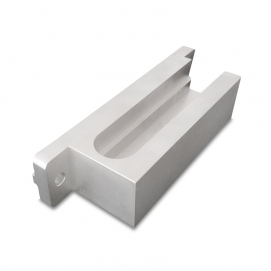
圖1 中的零件毛坯材料是 LY12,其為鋁-銅-鎂系中的典型硬鋁合金,其成份比較合理,綜合性能較好。該合金的特點是:強度高,有一定的耐熱性,可用作 150 ℃以下的工作零件。熱狀態、退火和新淬火狀態下成形性能都比較好,熱處理強化效果顯著,但熱處理工藝要求嚴格。若有條件最好進行熱處理,以提高時效后的硬度。
(二)下料
毛坯材料是軋制成的大塊鋁板,需要下料成為144 mm×114 mm×12 mm小板材。由于軋制鋁板有紋路方向(圖2示中的雙點畫線表示軋制紋路方向),下料時注意按照圖2所示進行下料,使小板材的長度方向與大板塊的紋路方向垂直。
(三)數控銑削加工
在加工過程中,采用UG6.0軟件建模和編程。
第一,夾持底面,正面粗加工見表1,為正面粗加工工序簡表。
第二,翻轉,粗銑夾頭此薄壁零件加工,最大的問題就是加工中易發生變形。為了防止變形,底面的夾頭不能一次性銑削到位,同時考慮到正面精加工時裝夾問題,因為底面凸緣厚度只有2 mm,如果銑到位,用平口鉗很難裝夾,故為了正面精加工時方便裝夾和正面精加工后去底面夾頭時不引起大的變形,在UG中對此零件建模時,特意在底面加上了4個凸臺。凸臺尺寸為15 mm×10 mm×3.7 mm,另外建模時還特意留出了0.3 mm的底面精加工余量。這樣,4個凸臺的存在,一方面方便正面精加工時的裝夾,另一方面又能保證把底面大余量除去后,下次底面精加工時再去除小余量(凸臺夾頭及0.3 mm厚的余量)時不至于因為切削力大而引起工件大變形。
第三,精銑。正面精銑正面時,特別注意裝夾時的夾緊力要合適,如果太大會使零件中間拱起,使得內腔底面中央部位被銑薄。為防止切削變形,采用先半精銑再精銑的方法。然后粗、精銑2個缺口,缺口粗銑時下刀量要小,層優先;而精銑時采用深度優先。粗銑、精銑都采用逆銑方式,這樣可以有效地防止缺口變形。
第四,完全去除底面。夾頭用準16 mm立銑刀先粗銑4個凸臺。由于底面是大平面,一般應用面銑刀來銑削,但經過實驗,發現用面銑刀會造成此零件底面變形很大。故采用小直徑的銑刀,雖然效率降低了,但可以保證工件不易變形。主軸正轉,切屑往零件外邊飛,切削力把工件往下壓,使得工件緊貼墊鐵,不易變形。注意走刀路線不能相對圖4反向走,因為切削力把工件往上挑,薄板工件離開墊鐵易變形。凸臺粗銑后,底面還留下0.3 mm厚,長寬144 mm×114 mm的余量,但這部分材料同樣不能用面銑刀來去除,否則變形量大。經過試驗用準16 mm立銑刀來精銑底面,底面變形大,零件不合格。最終,采用飛刀,自磨刀具2把,刀具像車床上用的外圓車刀,來飛平底面這個大平面。由于此零件的長寬尺寸差得不大,可以先裝夾寬106 mm兩邊飛一遍,然后換成136 mm長邊再飛一遍。這樣,底面的變形極小,可以獲得合格的零件。
四、結語
綜上所述,本文所闡述的加工工藝,能有效地保證此類薄壁、薄板鋁件零件的加工質量,有效降低變形率,縮短了產品制造周期,提高了產品的質量、精度和生產效率。





 阿里旺旺
阿里旺旺